Features
Sustainability
Improvement in daily environmental footprint for flexo platemaking available to anyone
This article explains how to improve flexographic platemaking from both a quality and sustainability point of view.
January 27, 2023 By Dieter Niederstadt

“No Greenwashing” and “Environmental Sustainability” are the most echoed buzzwords reflecting brand owners’ key challenges in the packaging industry, according to Gabriela Bertoni dos Santos of Henkel.
Over the last three to four years, the world’s environmental consciousness was raised by young activists marching on Fridays to draw attention to the need for reduction of greenhouse gases in all sectors of life. The task to improve, however, is not for one person or company alone, but for many to think within their areas of influence and expertise whether they can contribute positively toward this goal, and then take steps to do so.
Although flexographic plates only represent a tiny fraction of the overall package environmental footprint impact, it should nevertheless be the goal of everyone using these plates to not simply accept the current status quo, but to constantly strive to push boundaries higher and higher, leveraging philosophies such as Kaizen, a Japanese strategy where employees at all levels of a company work together proactively to achieve regular, incremental improvements to the manufacturing process.
In flexo platemaking today, a variety of different technologies are used in various markets. Some are less hazardous, such as water-wash or thermal plate making, but the vast majority, representing approximately 70 per cent of all flexographic operations, use hydrocarbon-based solvents to wash out their flexo plates. This not only requires a specialized production room environment, but also may contribute to a hazardous ambient working environment in the platemaking room if not handled well.
Based on that data, the author has looked at a large segment of solvent wash platemaking users in our industry to find ways to suggest how these operations can modify their platemaking process, helping them to take action to reduce their environmental footprint.
The magic trick and answer to improve the environmental footprint is: “Plate relief depth reduction.”
Looking at flexible packaging, one of the largest segments of flexographic printing representing a global market share of approximately 25 to 30 per cent, a standard plate relief depth of 0,6 mm with a 1,14 mm (45 thou) plate gauge is being used. The relief depth, however, is changing region by region. Whereas Europe was more conservative in allowing a large margin of tolerance between the printing element and the base floor, on the South American continent, printers have long used a plate relief depth of 1/3 of that standard plate thickness, with a plate relief depth of about 0,35 mm being more commonly used in that hemisphere.
What are the advantages of reducing the plate relief depth and what are the limits of technical tolerance before the floor of the plate hits the substrate? A printing project was set up to confirm the limits and highlight potential improvements.
A full platemaking and printing trial was arranged using different plate relief depths starting at 0,6 mm and going down to 0,1 mm for a 1,14 mm (45 thou) plate.
Plate back exposure
The plate back exposure time needs to be elongated to polymerize more plate material. For a relief depth of 0,6 mm a UVA energy of approx. 330 mJ is needed and for 0,3 mm an energy of 1000 mJ.

Exposure amount in mJ.
This back exposure time can be partially compensated by a reduction of the main exposure time as the plate is largely polymerized.
As an example, for a relief depth of 0,3 mm, the back exposure time is elongated by approximately a factor of three.
Plate washout time
The industry uses a large variety of washout solvents, and it is therefore recommended that flexo platemaking operations check their individual conditions using their equipment, plate and solvent specifications.
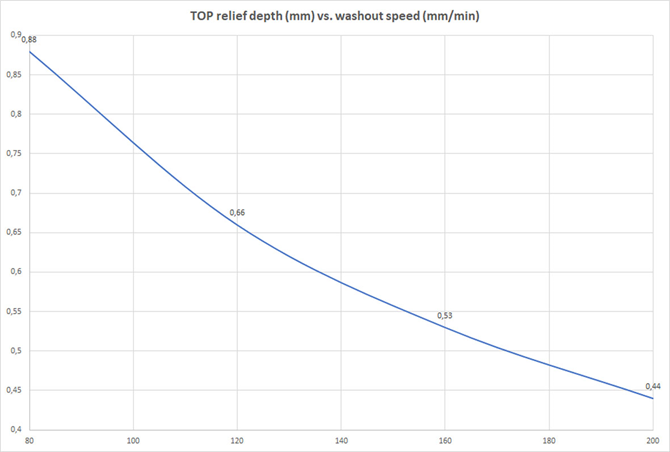
Top relief depth vs. washout speed.
For a good plate washout time, we always calculate a safety margin of 0,2 mm and add that to the plate relief depth. This safety margin takes account of the fluctuation of washout solvent quality and should be added. So, in our example of a relief depth target of 0,3 mm, we would look at a 0,5 mm washout relief depth with the safety margin included. In that case, the washout time would be approximately 165 mm/min for a relief depth of 0,3 mm vs. 90 mm/min for a relief depth of 0,6 mm. The washout speed improvement would be approximately 80 per cent if we target a relief depth of 0,3 mm.
Polymer waste in the washout solvent

Reduced polymer waste material on shallower relief depth plate.
In the above illustration, it is easy to see that a flexo plate with a relief depth of, for example, 0,3 mm is washed out with 50 per cent less polymer waste in the washout solvent compared to a flexo plate with a relief depth of 0,6 mm. The standard solvent processor today replenishes solvent on the basis of polymer content or viscosity of the washout solvent. Hence, a company which reduces the plate relief depth from 0,6 mm to 0,3 mm can wash two plates instead of one before solvent replenishing in the tank is required. This is a massive saving of 50 per cent of solvent in your operations just by lowering the plate relief depth, and it is a big step toward operating with a better carbon footprint.
Plate drying time
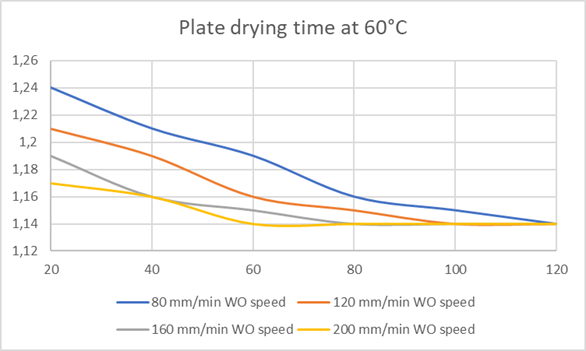
Plate drying time at 60 C.
The plate drying time depends on the length of time the plate has been in contact with the solvent. Hence, with a washout speed of 90 mm/min, a plate will be more swollen with solvents than a plate, which was washed out at much faster speed. Subsequently, if the plate is submerged into solvent at a much faster processing speed, the recovery time to nominal plate thickness in the dryer is quicker than for a plate that spends a longer time in the washout equipment.
In the example of a relief depth of 0,6 mm, the plate washout speed was adjusted to 90 mm/min, giving a plate drying time of approximately 120 min. The washout speed of a plate washed with a relief depth of 0,3 was 165 mm/min, resulting in a plate drying time of approximately 75 min to recover back to nominal thickness. This also equates to an approximate reduction in energy use by the dryer from 4,8 KW down to 3 KW per m² of plate material used.
Printing test
Despite all the solvent, time and energy savings, the biggest concern, of course, is whether the plate floor would print using a shallow plate relief depth.
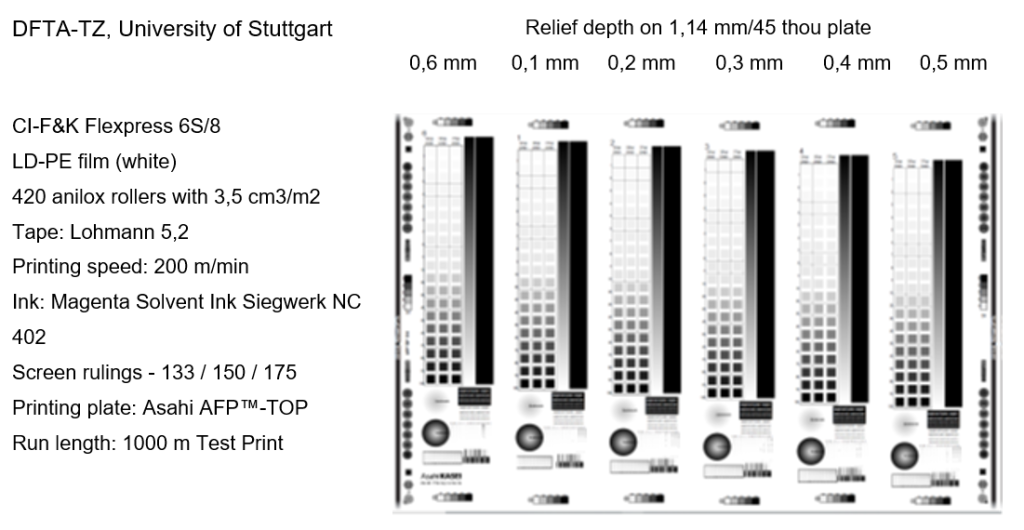
In the example below, we worked at the DFTA-TZ facility of the Stuttgart University and printed the different relief depth plates with a setting of 70 microns extra pressure over Kiss Print. Anilox pressure was 60 microns of extra pressure.
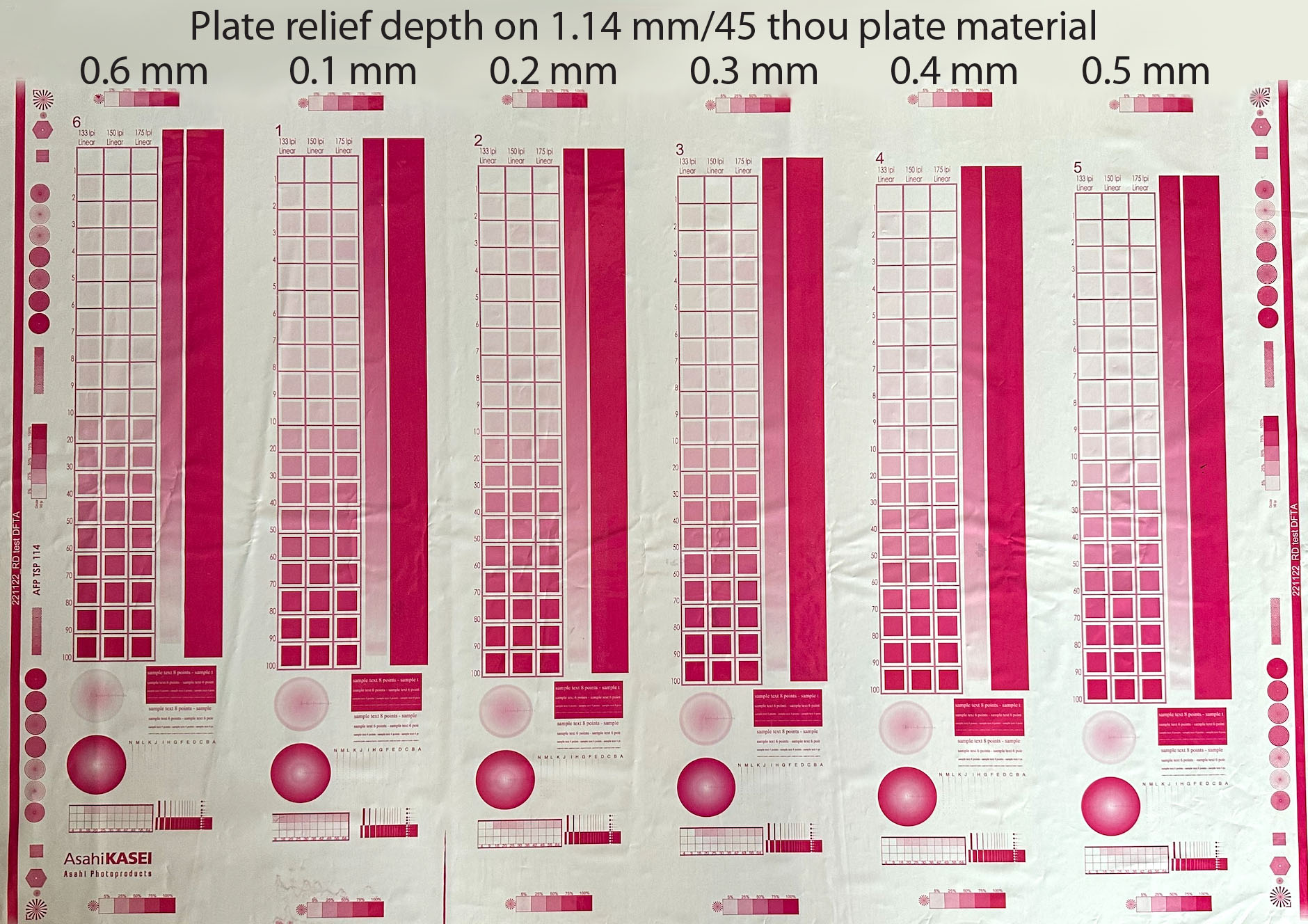
The numbers on the top of the print sample indicate the different relief depths of 0,6 mm on the left and 0,5 mm on the right.
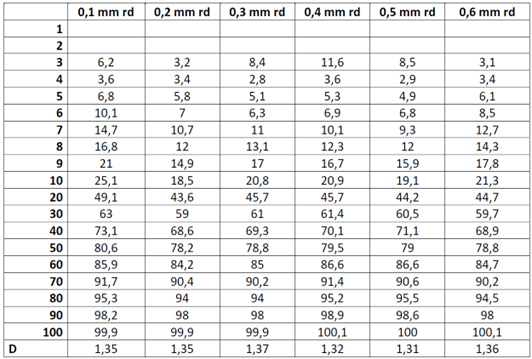
We compared the dot gain curves between the different plate relief depths and concluded all curves are very similar and can be used without the need to make adjustments to printing curves. However, a small adjustment might be considered by the local repro on a case by case basis as we could not confirm the dot gain for longer run production jobs.
Dot gain curves at different relief depth
In addition to the print dot gain curve, we also analyzed the highlight dot anchoring on the plate floor. As can easily be seen in the previous illustration repeated below, the dot anchoring is much more stable compared to the plate with higher relief depth, giving added rub resistance to the plate, which is particularly useful for long runs. Hence, the plate quality is increased as well.

Improved dot anchoring stability on shallower relief depth.
To the surprise of the participants, while we thought that the 0,1 mm relief depth would be impossible to print, that was not the case. There was a small area at the tail edge of the plate which actually printed from the plate floor, but the rest was fine. For that reason, we do not recommend using a plate relief depth of 0,1 mm. Going to the next higher relief of 0,2 mm, it was confirmed this relief depth poses no problem when printing, nether in terms of dot gain curve nor in terms of plate cleanliness.
For customers who want to push flexo printing to the limit with modern machinery and high printing quality, this is certainly a relief depth to consider. For all other users, we would recommend the safer plate relief depth of 0,3 mm to 0,4 mm. This maintains enough tolerance to avoid any possible printing trouble, it considerably improves plate quality and, most importantly, improves the environmental footprint of the platemaking production.
Conclusion
The message of this practical exercise is that anyone can make a significant contribution to the environmental footprint of platemaking in their company at a local level by taking these described actions while improving the overall quality and environmental footprint of flexographic printing as a whole. There is no need to wait; and flexographic printing will gain more recognition as the environmentally sustainable printing technology of choice.
The relief depth reduction may vary slightly depending on the washout solvent or plate material used, but it will always show a significant impact of the advantages explained. The benefits of environmental improvements are primarily seen in the hydrocarbon washout solvent process, but this process can likewise be used in water-wash or other platemaking technologies too. Whether to use 0,2 mm, 0,3 mm or 0,4 mm, relief depth should be decided by each customer, but it is no longer reasonable for a relief depth of 0,6 mm for 1,14 mm plates to be classified as a standard from a technical point of view. This is especially true today that, as we consider the changing environmental climate, we all examine our platemaking processes to make as much of a contribution as possible to reduce our carbon footprints.
Taking this approach over time, it dramatically adds up savings of washout solvent and reduction of drying energy costs and plate production time. By extension, it reduces our industry carbon footprints, improving our climate impact and opening the chance for anyone to participate.
Dieter Niederstadt is the technical marketing manager at Asahi Photoproducts.
Print this page